溶融溶接技術


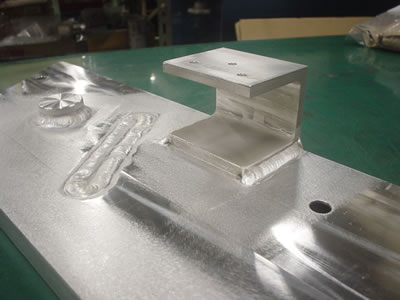
弊社歴史の中で培われた溶接作業認定者の技量により薄板から厚板または薄板と厚板の組み合わせ溶接において信頼性の高い溶接品質を提供いたします。またアルミニウム溶接特有の歪みを独自のノウハウで取り除き歪みを最小限に抑えた品質を提供いたします。
溶接技量認定試験片
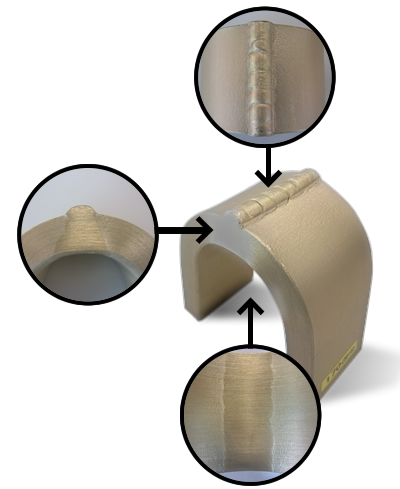
適用規格 :MIL-STD-1595A,AWS17.1D/D17.1M
試験片板厚:10mm
試験内容 :突合せ溶接部に対する曲げ耐久試験
試験片板厚:10mm
試験内容 :突合せ溶接部に対する曲げ耐久試験
ブローホールや割れのない溶接品質を提供いたします。
※試験片は視認性を高めるために有色化学皮膜処理を施してあります。スポット溶接技術


AMS/MILやAWSなどの航空宇宙関連機器の品質要求に対応したスポット溶接を実現します。
生産ロット毎に実施する試験片せん断試験にて溶接機の作動恒常性と溶接条件の妥当性を立証します。
生産ロット毎に実施する試験片せん断試験にて溶接機の作動恒常性と溶接条件の妥当性を立証します。
スポット溶接の性能
適用規格:AWS17.2D/D17.2M:2013
MIL-W-6858 Class B/AMS-W-6858 Class B
適用範囲:アルミニウム合金1.0mm~3.2mm
ステンレス1.6mm~4.0mm
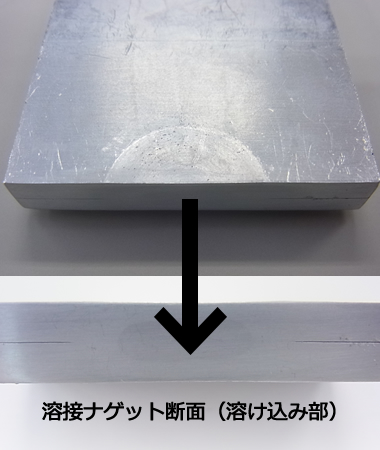
試験内容:せん断強度試験、金属組織試験
MIL-W-6858 Class B/AMS-W-6858 Class B
適用範囲:アルミニウム合金1.0mm~3.2mm
ステンレス1.6mm~4.0mm
試験内容:せん断強度試験、金属組織試験
<せん断強度試験結果>
| 板厚 | 平均 | 最大 | 最小 |
|---|---|---|---|
| AL1.0mm | 1.86kN | 2.02kN | 1.66kN |
| AL3.2mm | 12.44kN | 12.94kN | 11.22kN |
| SUS1.6mm | 16.83kN | 17.20kN | 16.64kN |
| SUS4.0mm | 74.12kN | 76.70kN | 72.40kN |
三相低周波スポット溶接機
-
NFM-200 製造メーカー:(株)電元社製作所定格一次電圧:200V
定格入力 :200KVA(50%使用率)
溶接電流 :90,000A
最大加圧力 :4,500KG(4.5Kg/m2)
基準フトコロ寸法:深さ900 間隔225
最大スポット厚:3.2t(アルミ2枚重ね) -

NFM-200-12 製造メーカー:(株)電元社製作所定格一次電圧:200V
定格入力 :200KVA(50%使用率)
溶接電流 :130,000A
最大加圧力 :50KN
基準フトコロ寸法:深さ1,200 間隔225(MAX300)
最大スポット厚:3.2t(アルミ2枚重ね)
特殊工程
| 工程名 | 名称 | 認証規格 | 有資格数 |
|---|---|---|---|
| 溶融溶接 | 航空宇宙用溶融溶接作業者の技量認定基準 | AWS D 17.1 | 7名 |
| MIL-STD-1595A | 7名 | ||
| アルミニウム溶接技術検定 | JIS Z 3811 | 14名 | |
| 軟鋼手溶接技術検定 | JIS Z 3801 | 1名 | |
| ステンレス鋼手溶接技術検定 | JIS Z 3821 | 1名 | |
| 軟鋼半自動溶接検定 | JIS Z 3841 | 1名 | |
| スポット溶接 | 航空宇宙用スポット溶接及びシーム溶接作業 | AWS D 17.2 | 1機 |
| MIL-W-6858A | 1機 | ||
| AMS-W-6858A | 1機 | ||
| 検査 | NDT法 浸透探傷試験 | JIS Z 2305 | 1名 |
| 管理 | 溶接管理技術者 | JIS Z 3410(ISO14731) | 1名 |
| 指導員 | 溶接作業指導者 | WES8107 | 1名 |
技能検定(技能士国家検定)
| 職種 | 合格者 | |
|---|---|---|
| 工場板金 曲げ板金作業 | 1級 | 10名 |
| 2級 | 2名 | |